|
Ürün ayrıntıları:
|
| Durum: | Yeni | Toz Durumu: | 380V/50HZ veya özelleştirilmiş |
|---|---|---|---|
| Kapasite: | 150-220kg/h veya Özelleştirilmiş | boru çapları: | 20-110mm veya özelleştirilmiş |
| Uygun malzemeler: | HDPE PPR AYPE LAYPE | ||
| Vurgulamak: | Plastik PPR Boru Üretim Hattı 20mm,PPR Boru Üretim Hattı 110mm,110mm PPR Boru Ekstruder Makinesi |
||
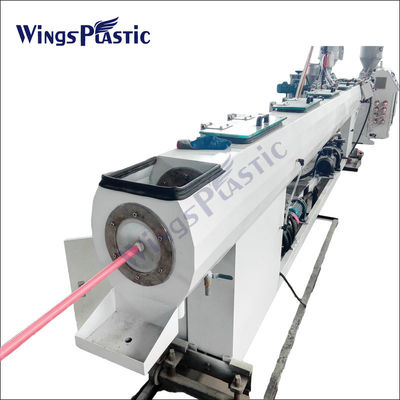
Plastik PPR boru ekstrüder makinesi üretim hattı
Üretim akışı:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
PPR borularının üretim sürecinde karşılaştığınız sorunları nasıl çözebilirsiniz?
1Tüp yüzeyinde yanık izlerinin varlığı vücut veya burun üzerinde aşırı sıcaklıktan kaynaklanabilir; Makine başı ve filtre iyice temizlenmemiş;Granüler malzemedeki kirliliklerKaynakların düşük termal kararlılığı veya yeterli termal kararlılık dozu; Sıcaklık kontrol cihazı arızalı.
2Borunun yüzeyinde siyah çizgiler yüksek baş sıcaklığı ve filtrenin iyice temizlenmemesi nedeniyle olabilir.
3Borunun yüzeyinde parlaklığın olmaması düşük veya yüksek küf sıcaklığından kaynaklanabilir.
4Borunun yüzeyinde kırışıklıklar kalıbın etrafındaki eşit olmayan sıcaklıktan kaynaklanabilir; Soğutma suyu çok sıcak; çekiş çok yavaş.
5Borunun iç duvarının kabalığı çekirdek çubuğunun düşük sıcaklığından kaynaklanabilir; vücut sıcaklığı çok düşüktür; vida sıcaklığı çok yüksektir.
6Borunun iç duvarındaki çatlaklar malzemedeki kirliliklerden kaynaklanabilir; çekirdek çubuğunun sıcaklığı çok düşüktür; vücut sıcaklığı düşüktür; çekiş hızı çok hızlıdır.
7Tüpün iç duvarında eşitsizlik olabilir, bu da aşırı yüksek vida sıcaklığına neden olabilir; vida hızı çok hızlıdır.
8Tüpün iç duvarında nemlenmiş kabarcıklar olabilir.
9. boru duvarının eşitsiz kalınlığı ağız kalıbının ve çekirdek kalıbının hizalandırılmamasına neden olabilir.
10. borunun bükülmesi, duvar kalınlığının eşit olmamasına neden olabilir; makine başının etrafındaki eşit olmayan sıcaklık; makine başının soğutma olukları ve çekiş kesme merkezi hizalı değildir;Soğutma oluklarının her iki ucundaki delikler konsantrik değildir.
11Ürün, vücudun yetersiz plastiklenmesi nedeniyle kırılgan olabilir; vida hızı çok hızlıdır; baş sıcaklığı çok düşüktür; reçine viskozitesi çok yüksektir.
12Borunun boyutsal veya çapraz olarak büyük bir küçülmesi, boyutlandırma kolunun çapı ile dövenin iç çapı arasında büyük bir radyal fark yaratabilir (şekil);Çekim hızı çok yüksek (uzunlamalı).
13Aniden yavaş boşaltma, vida besleme bölümünde yüksek sıcaklığa neden olabilir; Füzonun içine su girmesi; Makine başındaki erimişin basıncı düşüktür.
![]()

Makine Temel Bilgiler:
| Ekstrüder Boyutu | Ana motor | Maksimum Kapasite | Boru çapı |
| 65/33 | 37kw | 150 kg/saat | 16-63mm |
| 65/33-H | 45kw | 180kg/saat | 16-63mm |
| 65/33-H | 55kw | 200 kg/saat | 20-110 mm |
![]()
İlgili kişi: Mr. Wang
Tel: +86 15092066953
Faks: 86--532-87252290


 Turkish
Turkish